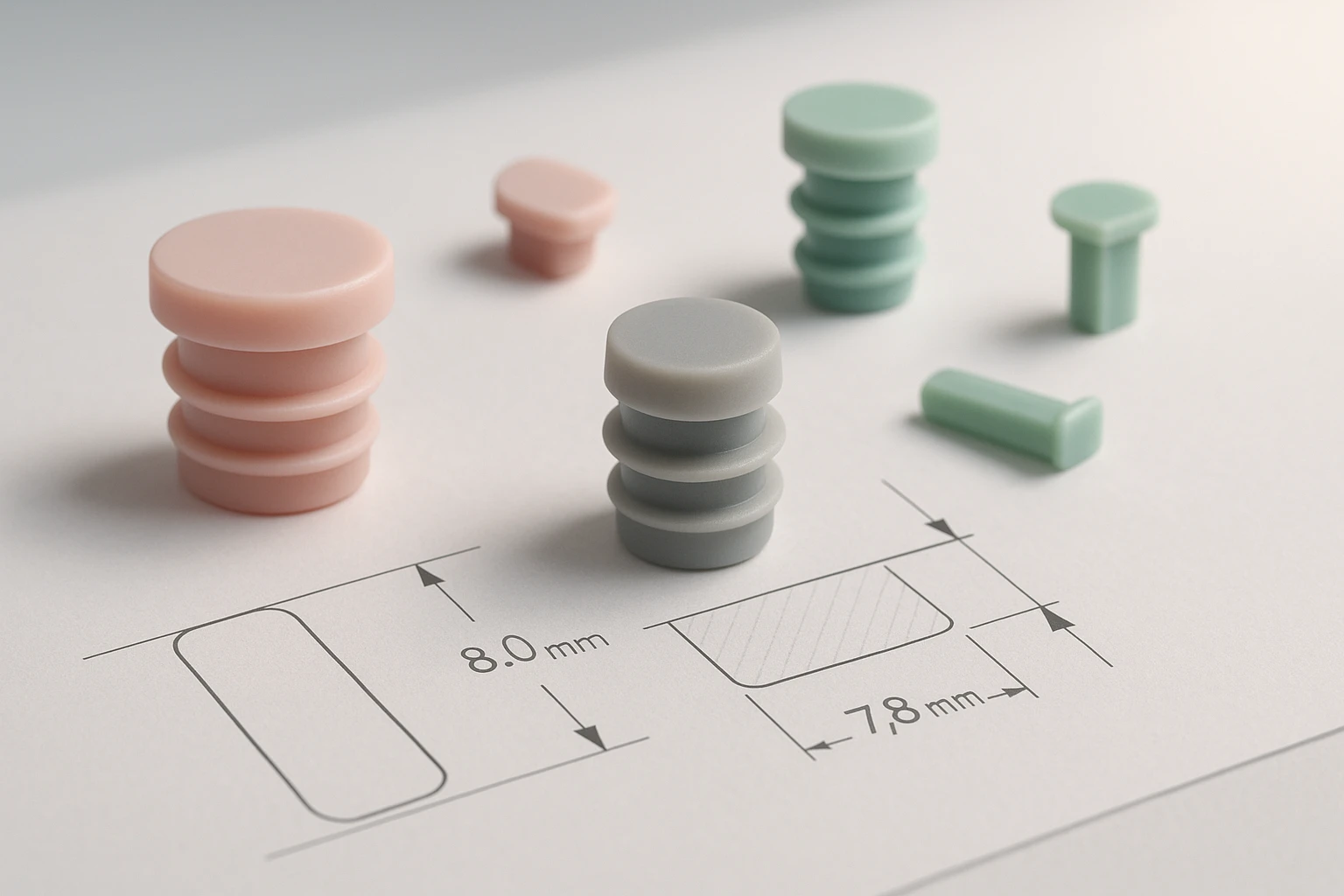
When you customize silicone sealing plug or dust plugs, have you ever seen a dimensional deviation like “designed 8.0 mm but finished part is only 7.8 mm”? The core reason behind this is silicone mold shrinkage—a key parameter that directly affects the dimensional accuracy of the finished parts. This article explains the concept of shrinkage in simple terms, provides a commonly used shrinkage reference table, and offers selection tips based on application scenarios to help you control custom dimensions more precisely.
1. What Is Silicone Shrinkage?
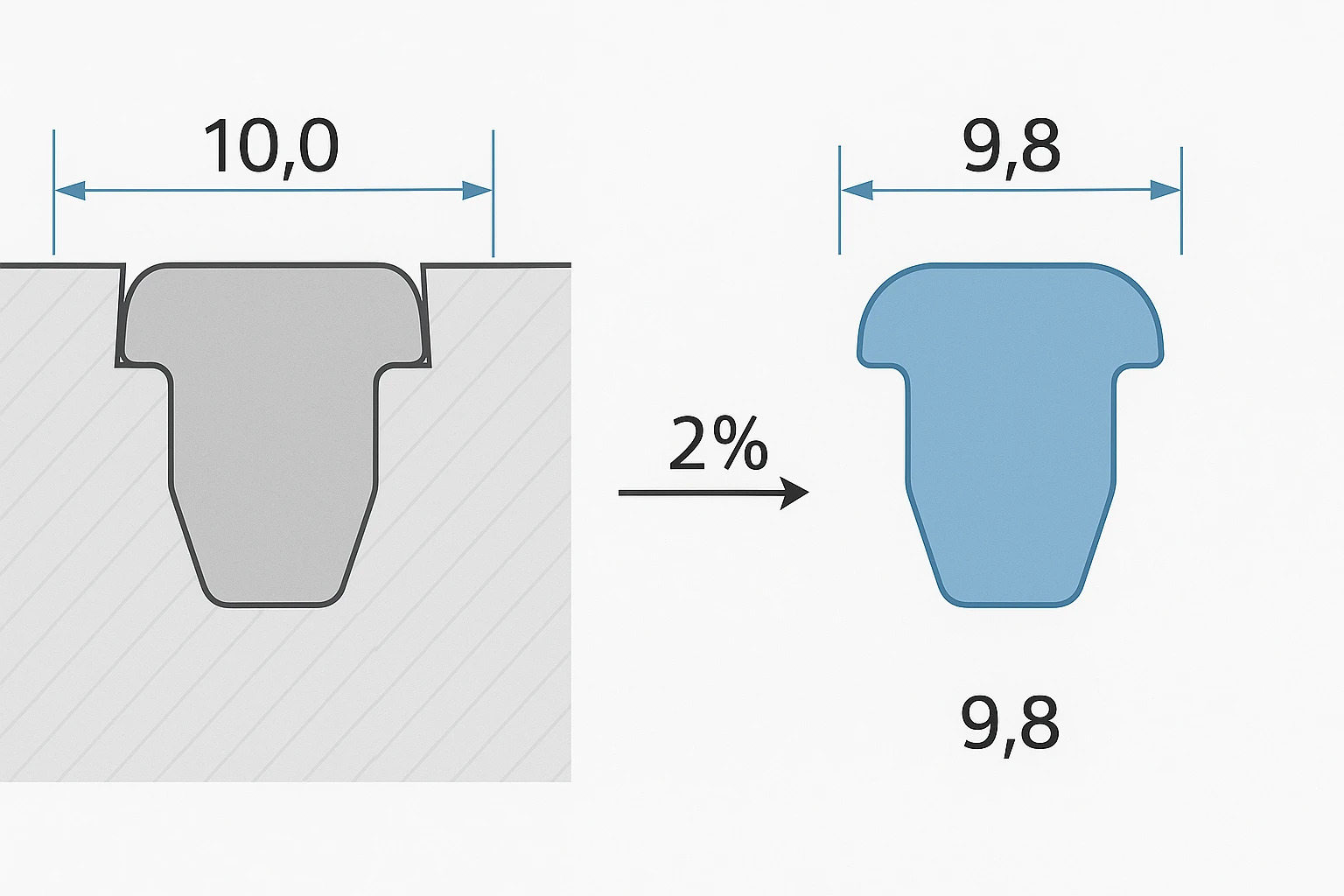
Silicone shrinkage refers to the volumetric reduction ratio of silicone material caused by molecular chain cross-linking and contraction during curing and molding. It is usually expressed as a percentage (e.g., 2.0%). Simply put: if the mold dimension is 10 mm and the shrinkage rate is 2%, the finished silicone part will measure about 9.8 mm.
Why does it shrink?
Before curing, silicone exists as linear polymer chains. During curing (heat and pressure), the chains cross-link into a three-dimensional network, the molecular spacing decreases, and the volume contracts. This is an inherent physical property of silicone materials and cannot be completely avoided. The only way to control finished part accuracy is to pre-calculate and compensate for shrinkage by oversizing the mold dimensions.
2. Typical Silicone Shrinkage Reference Table (by Hardness & Material Type)
The following are the most commonly used shrinkage ranges in industrial production. The data comes from silicone material datasheets and mold design practice, and applies to sealing/dust plugs and other small to medium parts (<50 mm):
| Silicone Type | Hardness (Shore A) | Shrinkage Range | Typical Applications | Measured Example |
|---|---|---|---|---|
| Fumed silicone rubber | 50–60A | 1.5%–1.8% | High-precision static dust plugs (e.g., instrument ports) | Dow Corning LSR 3340 (60A): 1.6% at 170℃ / 10 MPa |
| 60–70A | 1.2%–1.5% | Water/gas sealing plugs (e.g. piping connections) | WACKER ELASTOSIL® LR 3040 (70A): 1.3% | |
| 70–80A | 1.0%–1.2% | High-cycle dust plugs (e.g., USB interfaces) | Shin-Etsu KE-951-U (80A): 1.1% | |
| Precipitated silicone rubber | 50–60A | 2.2%–2.5% | Low-cost static dust plugs (e.g., chassis holes) | Standard 50A precipitated compound: 2.3% at 160℃ / 8 MPa |
| 60–70A | 1.8%–2.2% | General sealing plugs (e.g., waterproof connectors) | Domestic 65A precipitated compound: 2.0% at 170℃ / 10 MPa | |
| 70–80A | 1.5%–1.8% | Wear-resistant dust plugs (e.g., mechanical knob openings) | Domestic 75A precipitated compound: 1.7% at 180℃ / 12 MPa |
3. Three Key Factors Affecting Shrinkage (Must-Know Pitfalls)
- The higher the hardness, the lower the shrinkage:
Soft 50A compounds have relatively loose molecular chains, so after cross-linking, the contraction space is larger (shrinkage > 2%). Hard 80A compounds have denser molecular chains and less room to contract (shrinkage around 1%–1.5%). - Fumed vs. precipitated: purity determines shrinkage:
Fumed silicone rubber has high purity (SiO₂ content> 99.8%) and a well-ordered molecular structure, resulting in lower shrinkage (about 1.0%–1.8%). Precipitated silicone contains more impurities, so shrinkage is higher (about 1.5%–2.5%), but the material cost is lower. - Fine-tuning process parameters: control variation within ±0.2%:
– Temperature: 160–180℃ (for every 10℃ increase in temperature, shrinkage drops by approx. 0.1%).
– Pressure: 10–15 MPa (insufficient pressure leads to low density and increases shrinkage by about 0.2%–0.3%).
– Holding time: 30–60 s (thicker parts require longer holding to reduce post-cure shrinkage).
4. Practical Reference: How to Choose Shrinkage Based on Application?
- Static dust protection (no pressure / low insertion frequency): choose 50–60A precipitated silicone (shrinkage 2.2%–2.5%). Cost is low, and dimensional requirements are basic.
- Water/gas sealing (0.1–0.5 MPa pressure): choose 60–70A fumed silicone (shrinkage 1.2%–1.5%). Dimensional accuracy is higher, and sealing is more reliable.
- High-frequency insertion/removal (>10 times per day): choose 70–80A fumed silicone (shrinkage 1.0%–1.2%). Higher hardness offers better wear resistance and dimensional stability.
5. Three Key Questions to Ask Your Manufacturer (Avoid Pitfalls)
- “Are you using fumed or precipitated silicone? What is the exact hardness in Shore A?” (to establish the shrinkage baseline)
- “What shrinkage rate is used to calculate the mold dimensions? Can you share the calculation?” (to verify whether mold compensation is reasonable)
- “How are process parameters (temperature/pressure/holding) controlled? Can you keep shrinkage variation within ±0.2%?” (to ensure stability in mass production)
Conclusion: Silicone shrinkage is the “hidden dimensional code” in custom sealing and dust plugs. By understanding the relationships among hardness, material type, and shrinkage, and then selecting parameters based on the application scenario, you can effectively avoid dimensional deviation. Save this shrinkage table, and refer to it next time you customize silicone plugs—so that dimensional accuracy stays firmly under your control.


