
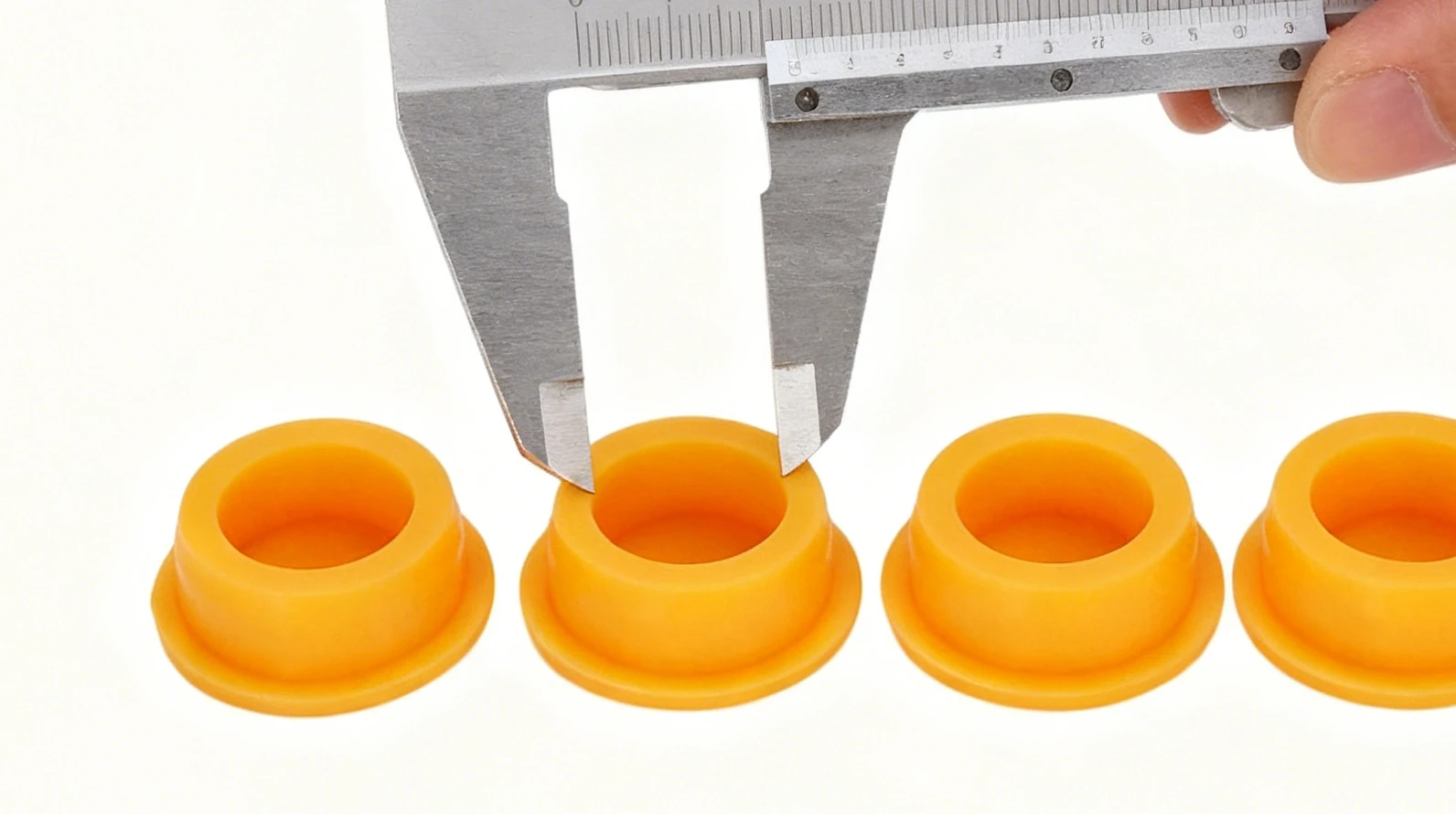
When you customize silicone sealing plugs or silicone dust plugs, you may still see out-of-tolerance dimensions even if you measured the mating port carefully. A common industry case: the plug is specified as 8 mm, but the actual size is only 7.8 mm after shrinkage.
The core reasons are poor shrinkage control and non-standard measurement methods. This guide explains the root causes, who should take responsibility, and how to solve the issue in practice.
I. Why Do Tolerance Problems Occur? Two Core Reasons
1. User-side measurement is not standardized – wrong dimensional baseline
- No repeated measurements or averaging
The mating port may be slightly out of round. For example, three inner diameter readings of a cylindrical port: 12.0 / 12.1 / 12.2 mm.
If you only take the single maximum value as the design basis, the plug will be too tight. - Ignoring edge features
A chamfer on the port (e.g., a 0.5 mm chamfer) can reduce the measured value.
Example: 11.8 mm measured at the chamfer vs. 12.0 mm in the straight middle section.
If you design based on the smaller chamfer value, the plug will be too loose. - Measurement tools with insufficient accuracy
Using an ordinary caliper to measure a high-precision port (tolerance ±0.05 mm) can itself introduce 0.1 mm or more error, which directly affects the reference dimension.
2. Factory-side shrinkage allowance is missing or incorrect
- During vulcanization, silicone will inevitably shrink (about 1.5%–3%).
If the Factory does not reserve an appropriate shrinkage allowance in the mold design, the finished part will be smaller than the drawing indicates. - Wrong shrinkage rate chosen
Example: using a shrinkage rate intended for 70 Shore A silicone (around 2.5%) to calculate mold size for 50 Shore A silicone (around 1.5%).
The mold cavity will be designed too small, and the silicone plug will come out undersized. - Uncontrolled process parameters
Insufficient temperature (e.g. 160 °C instead of 170 °C) can increase shrinkage by about 0.3%.
Low pressure (e.g., 8 MPa instead of 10 MPa) results in lower density and greater shrinkage, leading to dimensional deviation.
II. Shrinkage Is the Factory’s Responsibility – It Must Be Handled by the Factory
Silicone shrinkage is a physical characteristic of compression molding (molecular cross-linking and contraction). The user cannot and does not need to handle it. The Factory must manage it via mold design and process control.
1. The factory must calculate the shrinkage rate
The shrinkage rate is determined by silicone hardness (Shore A) and process parameters:
- Low hardness (50–60 Shore A): approx. 2.2–2.5% (typical for static dust plugs)
- Medium hardness (60–70 Shore A): approx. 1.8–2.2% (for water/air sealing)
- High hardness (70–80 Shore A): approx. 1.5–1.8% (for high-frequency plug-and-unplug)
Example
Target finished size = 10 mm
Material: 60 Shore A silicone, shrinkage ≈ 2.0%
Required mold dimension:
Mold size = 10 ÷ (1 − 0.02) ≈ 10.204 mm
This ensures the finished silicone sealing plug will be about 10 mm ± 0.2 mm after shrinkage.
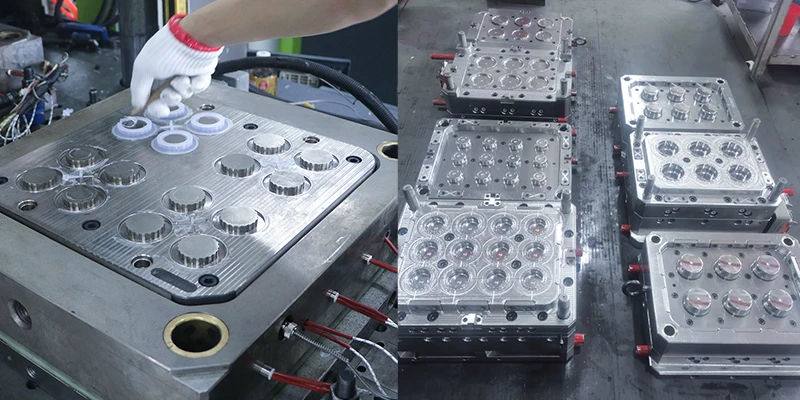
2. Factory must optimize process parameters
- Temperature: typically 160–180 °C
Thin parts: around 160 °C.
For each extra 1 mm of thickness, add about +5 ° C.
Stable temperature keeps shrinkage variation within about ±0.2%. - Pressure: typically 10–15 MPa
Higher hardness requires higher pressure. Avoid under-pressure, which causes low density and greater shrinkage. - Curing time: basic rule of thumb “2 minutes + thickness × 1.5 minutes”
Example: for 5 mm thickness → about 9.5 minutes. Complete cross-linking reduces post-shrinkage.

III. Correct Customization Workflow: How Users and Factory Should Cooperate
A. User side – 3 things to do to ensure a correct dimensional baseline
- Measure the mating port in a standardized way
Use a digital caliper (accuracy 0.01 mm) to measure the inner diameter 3 times (at 0° / 120° / 240°) and take the average (e.g. 12.005 mm).
Avoid chamfers and radii; measure the straight section in the middle of the port. Data at the chamfer is smaller and should be discarded.
For non-circular or special interfaces (D-shape, groove features, etc.), provide clear photos marking key dimensions (wide side, narrow side, groove depth), or use 3D scanning to generate a model. - Clarify the application scenario
Tell the Factory the sealing condition: e.g., “ Static dust protection, no pressure” or “ Water-tight at 1 m depth”.
Tell them the plug/unplug frequency: e.g., “ Once per month” vs “10 times per day”.
This helps the Factory choose silicone hardness:
– High-frequency operation → 70–80 Shore A
– Static dust sealing → 50–60 Shore A - Ask the factory to present a shrinkage plan
Proactively ask:
“ What hardness of silicone will you use? What shrinkage rate do you apply? How do you calculate the mold dimensions?”
And request written confirmation, for example:
“60 Shore A silicone, shrinkage 2.0%, mold size 10.204 mm → finished size 10 mm ± 0.2 mm.”
B. Factory side – 3 responsibilities to control shrinkage and tolerance
- Verify the shrinkage rate
Measure actual shrinkage based on silicone grade + hardness + process parameters, not just “experience”.
Example: a specific silicone at 60 Shore A, 170 °C / 10 MPa may yield a measured shrinkage of 2.1%.
After trial molding, use an optical projector or other precision equipment to check first-article dimensions. If deviation > 0.02 mm, recalculate the mold size:
New mold size = Original mold size × (Measured size &/Target size). - Mark all parameters clearly
The product specification should state actual size + shrinkage instead of only mold size.
Example:
“For 10 mm port, actual plug size 9.8 ± 0.2 mm (mold cavity 10.2 mm, shrinkage 2.0%)”. - Keep process conditions stable
Within the same batch, keep:
– Temperature fluctuation ≤ ±5 °C
– Pressure fluctuation ≤ ±1 MPa
This helps keep shrinkage variation < 0.3%, and product tolerance stable at about ±0.1–0.2 mm.
IV. “Avoid the Pitfalls” Summary – 3 Collaboration Keys
- Users: don’t just give “rough dimensions”
Provide the average of three measurements, interface photos, and a usage scenario, so the Factory does not have to guess based on experience. - Factories: don’t hide shrinkage data
Proactively explain the logic of “ hardness – shrinkage rate – mold dimensions” and provide inspection reports after trial runs. - Always confirm the shrinkage plan in writing
Both sides should sign off on target size, shrinkage rate, mold size, and key process parameters to avoid disputes later.
Key conclusion:
Most tolerance problems come from inaccurate measurement on the user side and uncontrolled shrinkage on the Silicone Products Factory side. Shrinkage < substantial>must be solved by the Factory via mold compensation. Users only need to measure correctly and communicate application requirements clearly. With proper cooperation, you can achieve precise, reliable dimensions for customized silicone sealing plugs and dust plugs.


